
TARCZE DO CIĘCIA
Tarcze do cięcia EXITFLEX posiadają minimalną grubość wynoszącą 1 mm oraz maksymalną grubość 3 mm. Charakteryzują się doskonałymi właściwościami tnącymi, dużą stabilnością i minimalnym tworzeniem zadziorów.
TYPOWE ZASTOSOWANIA TYCH PRODUKTÓW
- Stal nierdzewna
- Stal konstrukcyjna
- Metale nieżelazne
- Materiały odlewnicze
- Rury
- Blacha stalowa
- Blacha cynkowa
- Materiały stałe

GAŁĘZIE PRZYEMYSŁU
- Konstrukcje stalowe
- Budownictwo przemysłowe
- Stocznie
- Konstrukcje stalowe
- Prace metalowe
- Budowa pojazdów
TARCZE DO SZLIFOWANIA
Tarcze szlifierskie EXITFLEX są znane z maksymalnej szybkości usuwania materiału w krótkim czasie. Są wykorzystywane we wszystkich głównych zastosowaniach szlifowania powierzchni, a także do fazowania krawędzi i usuwania zadziorów. EXITFLEX oferuje profesjonalne doradztwo w wyborze odpowiedniej tarczy szlifierskiej do Twoich zastosowań, a także próby w Twoim miejscu pracy. Nasi doradcy techniczni chętnie udzielą wszelkiej pomocy technicznej lub pomocy w przypadku konkretnego problemu.

PORADY PRAKTYCZNE
Podstawową zasadą dotyczącą tarcz szlifierskich jest: im twardszy materiał, tym miększe powinno być spoiwo tarczy szlifierskiej. Ponadto, aplikacja odgrywa bardzo decydującą rolę. Twarde spoiwo jest bardziej odpowiednie podczas szlifowania krawędzi i zadziorów, ponieważ posiadają one ostre krawędzie i usuwają ziarno ze spoiwa. Podczas pracy na powierzchniach odpowiednia będzie miękka tarcza.

1. ETYKIETA I OKŁADKA
Etykieta: zawiera wszystkie ważne informacje dotyczące produktu, producenta oraz informacje na temat właściwego użytkowania narzędzia szlifierskiego.
2. MIESZANKA
Ziarno: Obecnie wszystkie rodzaje ziaren są produkowane tylko syntetycznie. Tylko syntetycznie produkowane ziarno może zapewnić ciągle wysoką jakość zużycia i tarczy.
Żywice i wypełniacze: Dodatkowe, ważne składniki do tarcz tnących i szlifierskich to żywice (w formie ciekłej i suchej) oraz wypełniacze. Te składniki są kluczowe dla właściwości tarczy, takich jak stabilność, szybkość usuwania materiału, wytrzymałość na ścinanie – mogą być dostosowywane do potrzeb konkretnego zastosowania. 3)
3. METALOWE OBRĄCZKI
METALOWE OBRĄCZKI Zawierają informacje dotyczące daty ważności tarczy.

4. TARCZA Z WŁÓKNA SZKLANEGO
Włókno szklane jest warstwą wzmacniającą, zapewniającą stabilność i zwiększającą bezpieczeństwo tarczy odcięcia. Liczba i wytrzymałość warstw włókna szklanego zależy od typu tarczy i zastosowania. Im większe potencjalne obciążenie boczne na tarczy do cięcia (jest większe podczas swobodnego cięcia niż podczas cięcia stacjonarnego), tym więcej włókna szklanego musi zawierać tarcza tnąca, lub zawarte włókno szklane musi być bardziej stabilne. Szczególnie cienki materiał jest używany do cienkich tarcz tnących (0,8 mm do 1,0 mm), aby zapewnić dużą proporcję ziarna między warstwami. Tarcze szlifierskie są konstruowane z co najmniej 2 warstw włókna szklanego.
Bezpieczeństwo i przechowywanie
Okres przydatności tarcz do cięcia i szlifierskich jest głównie determinowany przez ich zawartość wilgoci. Tarcze do cięcia i szlifierskie, które są narażone na zwiększoną wilgotność po wyprodukowaniu, tracą swoją pierwotną żywotność. Prawidłowe przechowywanie zapewnia jednolitą długą żywotność. Tarcze do cięcia i szlifierskie, które są narażone na wodę lub parę wodną, stanowią ryzyko dla bezpieczeństwa. Użytkownik jest zobowiązany do prawidłowego stosowania produktu. Tarcze do cięcia i szlifierskie nie powinny być używane po dacie ważności.
Pracuj bezpiecznie – bądź ostrożny i uważny.
Prosimy unikać poniższych zagrożeń podczas pracy z tarczami do cięcia i szlifierskimi:
- kontakt z obracającymi się tarczami ściernymi
- pęknięcie tarcz ściernych
- pył i zanieczyszczenia powstałe podczas szlifowania
- wibracje
- hałas
Pracuj bezpiecznie… bądź ostrożny i uważny.
Pracuj z odpowiednim sprzętem ochronnym.
Okulary ochronne, rękawice, nauszniki i maski przeciwpyłowe muszą być noszone. Przy pracach na twardych aplikacjach szlifierskich konieczne jest stosowanie dodatkowego sprzętu ochronnego, takiego jak ochrona twarzy, fartuchy skórzane i buty ochronne, wraz z ochronnymi osłonami maszynowymi.
Osłony maszynowe są dostarczane wraz z maszyną szlifierską i nie wolno ich zmieniać ani usuwać. Podczas stosowania tarcz szlifierskich kubkowych zewnętrzna powierzchnia musi być całkowicie zamknięta.

v 01 – I kwartał (Styczeń-Marzec)
v 04 – II kwartał (Kwiecień-Czerwiec)
v 07 – III kwartał (Lipiec-Wrzesień)
v 10 – IV kwartał (Październik-Grudzień)
Dodatkowo, tarcze szlifierskie kubkowe mogą być używane tylko w połączeniu z regulowaną osłoną tarczy, aby zrównoważyć zużycie tarczy i minimalizować ekspozycję tarczy.
Przez wizualną inspekcję i wykonanie kontroli przed montażem upewnij się, że prędkość obrotowa tarczy odpowiada ustawieniu prędkości obrotowej maszyny i unikaj przekraczania maksymalnej dopuszczalnej prędkości pracy.
Dokładnie sprawdź tarczę tnącą i tarczę szlifierską pod kątem uszkodzeń. Jeśli tarcza tnąca lub tarcza szlifierska jest uszkodzona, nie używaj tego produktu. Nasze tarcze tnące i szlifierskie są oznakowane odpowiednimi piktogramami bezpieczeństwa.
Upewnij się, że tarcza jest używana poprawnie. Unikaj uszkodzenia otworu montażowego lub tarczy poprzez nagłe ruchy, nadmierne siły lub upadki.
Upewnij się, że tarcza jest prawidłowo i bezpiecznie zamontowana oraz użyj odpowiedniej flanszy montażowej.
Przed rozpoczęciem pracy tarcza ścierna powinna obracać się z prędkością roboczą przez co najmniej 30 sekund.
Prosimy przestrzegać przepisów bezpieczeństwa FEPA i Europejskiej Normy EN12413.
Prędkość obwodowa i nacisk na tarcze szlifierskie są ważnymi parametrami dla osiągnięcia optymalnych wyników tarczy tnącej i szlifierskiej.
Optymalna prędkość
Zbyt niska Jeśli prędkość obrotowa maszyny jest zbyt niska, tarcza do cięcia i tarcza szlifierskie mają tendencję do „skakania”, a krawędzie tarczy zużywają się nierównomiernie. Szczególnie przy cienkich przekrojach materiału, takich jak cięcie blachy lub drutu, powoduje to oddzielenie ziarna od spoiwa i szybkość zużycia tarczy jest wyższa.
Optymalna Tarcze do cięcia i szlifierskie Exitflex są wysokowydajnymi produktami i zostały opracowane tak, aby najlepsza wydajność tarczy (mierzona stosunkiem objętości usuwanego materiału do zużycia tarczy) została osiągnięta w zakresie tuż poniżej maksymalnej prędkości obwodowej. Utrzymuj maszynę w stałej wysokiej prędkości obrotowej i jeśli to konieczne, wybierz bardziej wydajne urządzenie.
Zbyt wysoka Maksymalna prędkość obrotowa i prędkość obwodowa są wydrukowane na etykiecie każdej tarczy. Dla własnego bezpieczeństwa, upewnij się, że nie przekraczasz zalecanych prędkości podczas szlifowania.
Prawidłowa technika cięcia i szlifowania
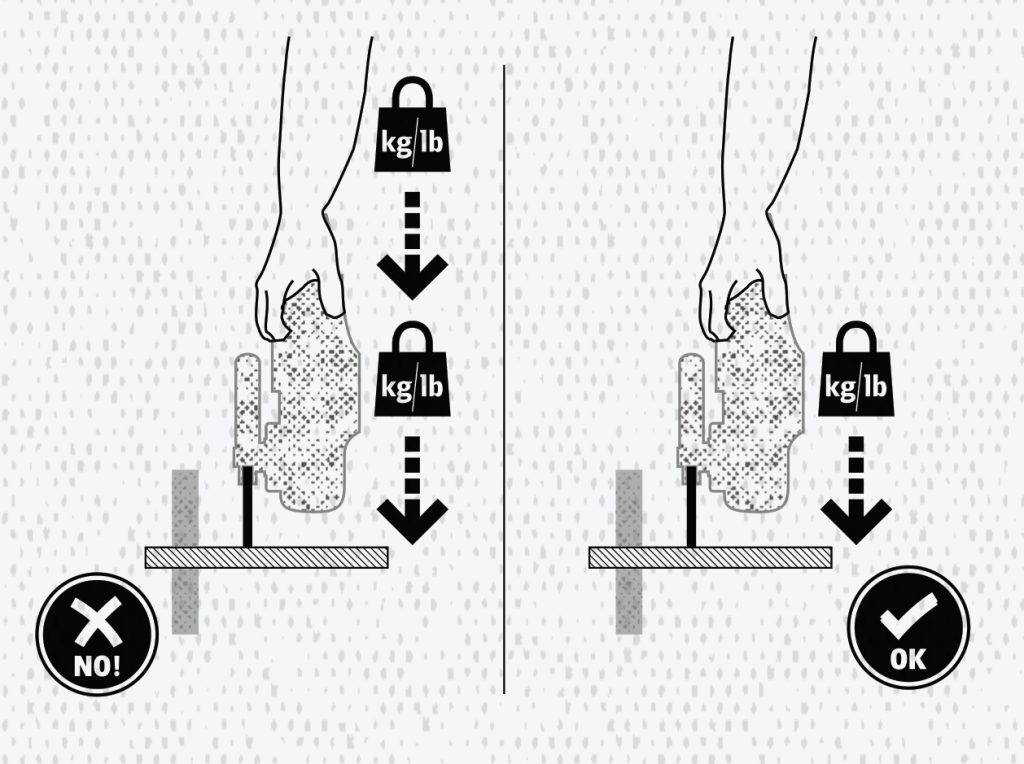
Ważnym wymaganiem dla satysfakcjonującego rezultatu cięcia jest prawidłowy nacisk na tarcze szlifierskie. Powszechnym błędem jest zmniejszanie nacisku na tarcze szlifierskiego w celu oszczędzenia tarczy i wydłużenia jej żywotności. Jeśli to się zdarzy, materiał się przegrzewa (staje się niebieski); tarcza do cięcia zostaje zatkana i „spala się”. Dlatego odpowiedni nacisk na tarcze powinien być tak dobrany aby czas cięcia był jak najkrótszy. Dotyczy to szczególnie materiałów wrażliwych na ciepło i o dużych przekrojach materiału.
Odpowiednia twardość
…dla tarcz do cięcia – Zazwyczaj zasada ogólna przy wyborze odpowiedniej tarczy do cięcia to: im twardszy materiał, tym miększe spoiwo. Powód jest taki: żywotność tarczy zależy od tego, czy powierzchnia cięcia przedmiotu utwardza się czy nie. Przegrzewanie powoduje „zaśnieżenie” tarczy i negatywnie wpływa na właściwości tnące. W takim przypadku twardość spoiwa powinna być zmniejszona, i zastosowana powinna być miękka tarcza.
…dla tarcz szlifierskich – Zasada ogólna dotyczy również tarcz szlifierskich: im twardszy materiał, tym miększe spoiwo. Szlifowanie krawędzi i usuwanie zadziorów i ostrych krawędzi może powodować oddzielenie ziarna od spoiwa. Sugerujemy wybór twardego spoiwa. Z drugiej strony, przy pracy na powierzchniach lub małych spoinach spawalniczych tarcza, która jest zbyt twarda, stanie się tępa i przestanie być skuteczna. Będzie miała długą żywotność, ale również niską szybkość usuwania materiału i wysokie koszty pracy. Średnie lub miękkie spoiwo tarczy byłoby najlepsze do szlifowania wykończeniowego.

Przestrzegaj zasad bezpiecznej pracy !!!
Prawidłowe zastosowanie/techniki cięcia
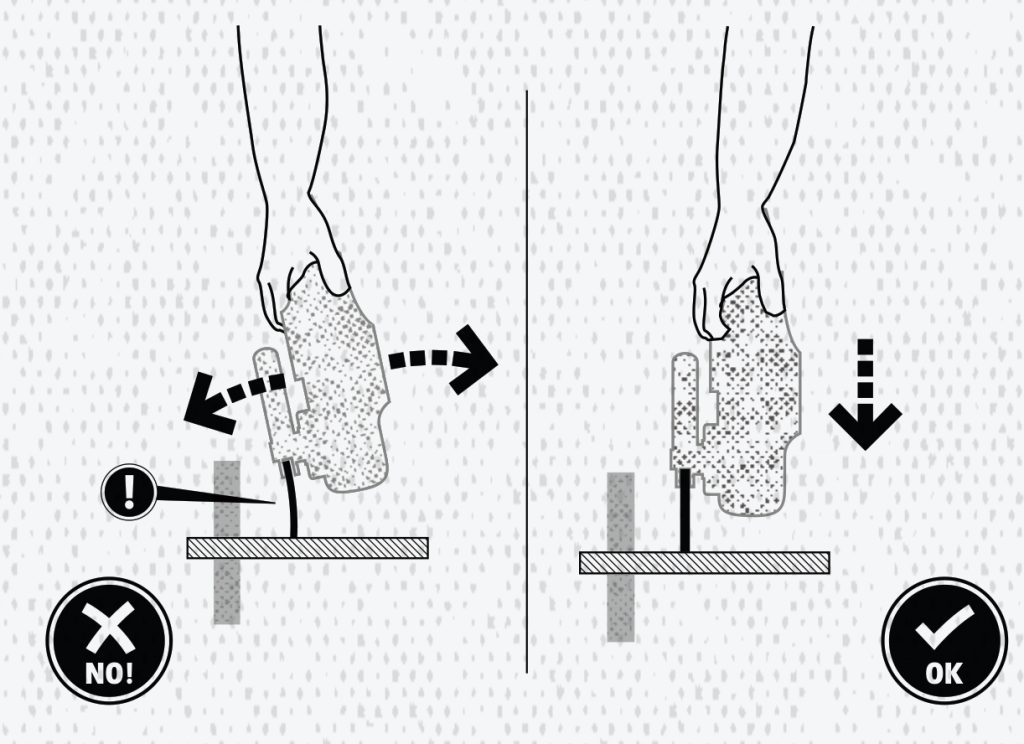
Nacisk może być wywierany na tarczę do cięcia tylko w kierunku promieniowym. Jest to jedyny sposób, aby uniknąć wyginania i pękania tarczy, zwłaszcza podczas wywierania wysokiego nacisku tnącego.
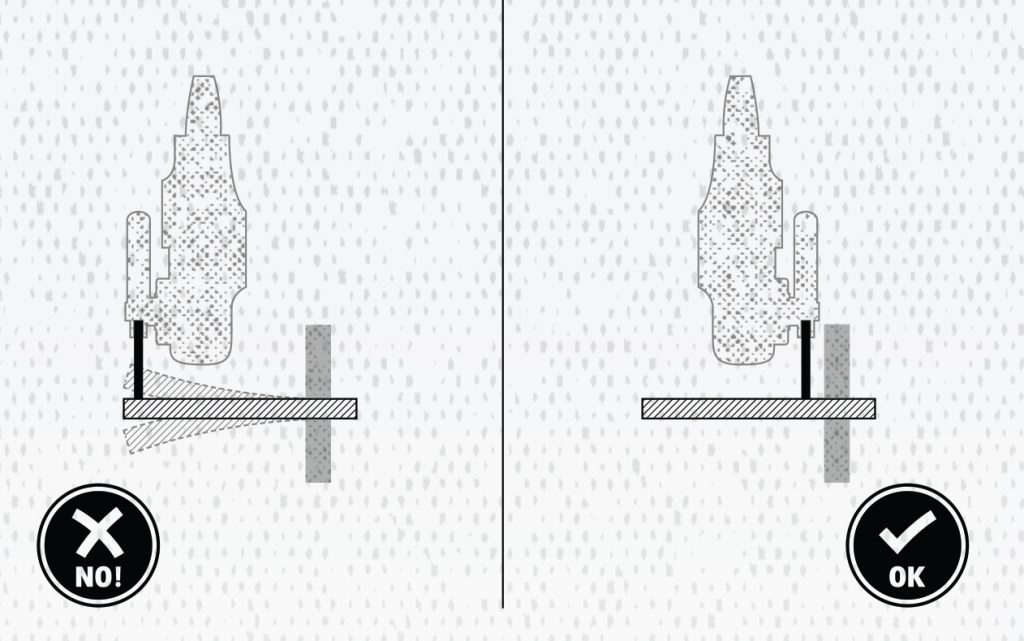
Przedmiot pracy, który ma zostać odcięty, powinien być prawidłowo zamocowany na stole roboczym, aby zapewnić, że tarcza nie zsunie się na bok. Ponadto zalecamy, aby materiał był przytwierdzony jak najbliżej miejsca cięcia, aby zapewnić, że nie drga, nie faluje ani nie zsunie się na bok.
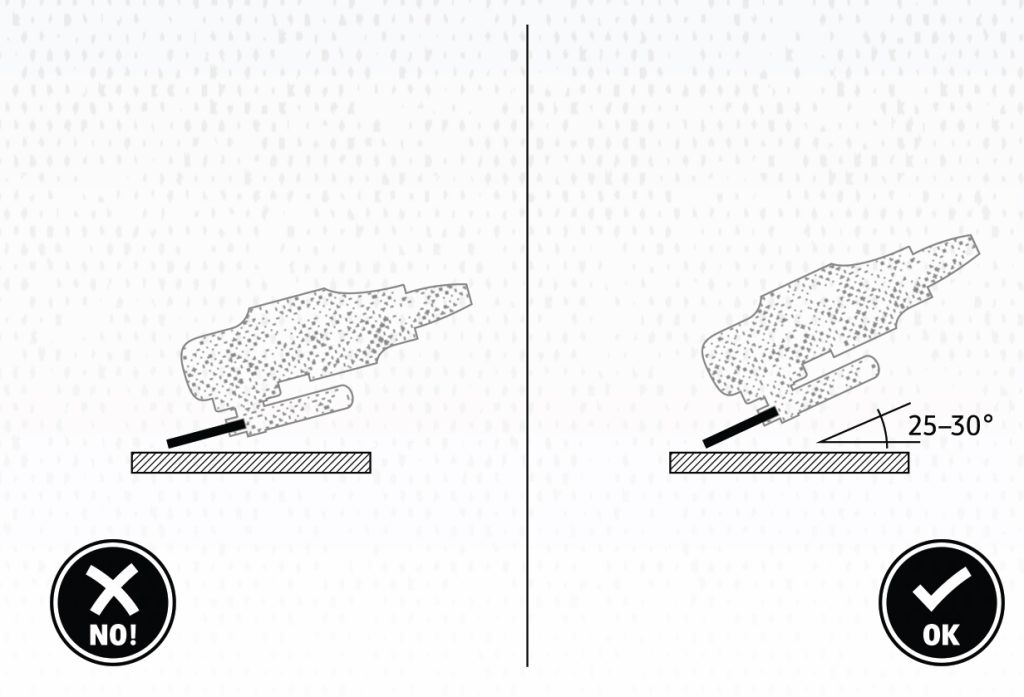
Prawidłowe zastosowanie/techniki szlifowania Tarcze szlifierskie najlepiej działają pod kątem 35 stopni do przedmiotu pracy. Ten kąt zapewnia najlepszy stosunek usuwania materiału do zużycia tarczy. Jeśli to możliwe, zawsze wybieraj ten kąt. Podczas szlifowania, gdy kąt jest poniżej 15 stopni, wokół obwodu tarczy powstaje bardzo cienki brzeg, który się wyrównuje.
Nawet minimalne zmiany kąta mogą spowodować sytuację, w której siły nie będą już absorbowane, co skutkuje przesunięciem tarczy szlifierskiej na bok. Właściwości ziarna nie są wykorzystywane, co powoduje nierówne zużycie i konieczność wcześniejszej wymiany tarczy.

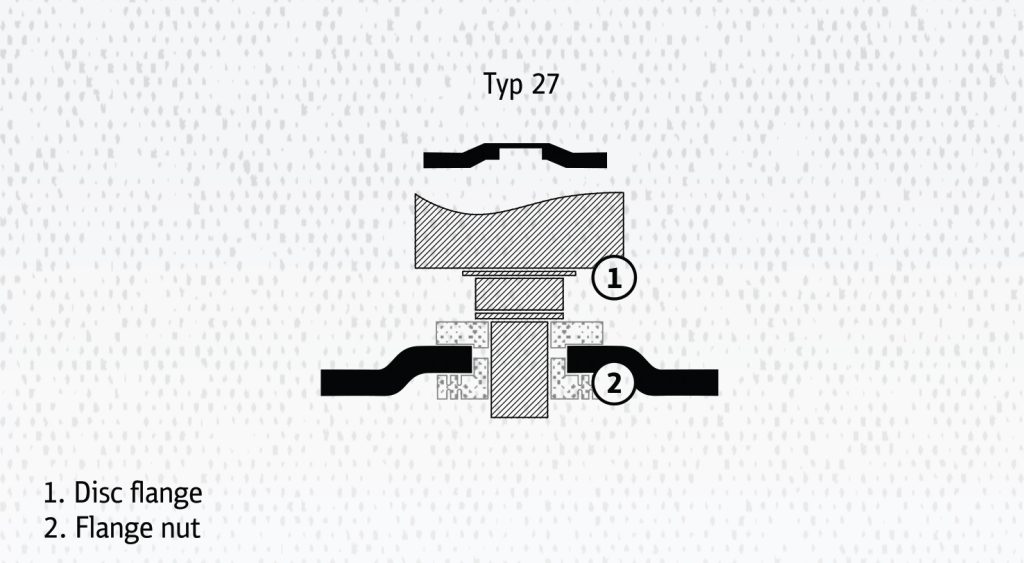
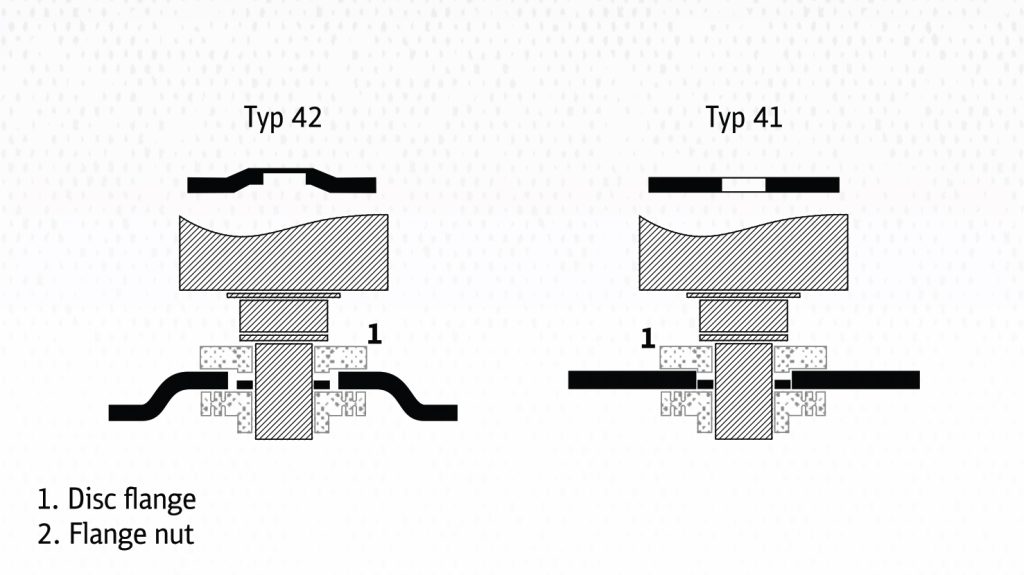
Prawidłowe mocowanie dla lepszej transmisji mocy Tarcze do cięcia i szlifierskie są mocowane do maszyny za pomocą bocznych flanszy. Elementy flanszy są odpowiedzialne za przeniesienie mocy na tarczę. Ze względów bezpieczeństwa bardzo ważne jest, aby nie używać wadliwych ani nieprawidłowych flanszy.
Dla jeszcze większego bezpieczeństwa użycie flanszy kołowych FL 76 zapewnia zwiększoną stabilność boczną i kontrolę użytkownika, zwłaszcza podczas korzystania z cienkich tarcz do cięcia o płaskiej formie i średnicy 180 mm i 230 mm. Przy korzystaniu z flanszy kołowych należy przestrzegać odpowiednich przepisów i norm. Powierzchnia kontaktowa i średnica flanszy kołowych muszą być dopasowane. Używanie flanszy kołowych o średnicach, które się nie zgadzają, jest zabronione.
Tarcze szlifierskie o płaskim i zagłębionym centrum Grubość: 4 – 7 mm
Tarcze do cięcia o płaskim i zagłębionym centrum Grubość: 0.8 – 4 mm.